On a vu, dans la page de présentation du Patago 39, que le concept de découpe au jet d'eau d'une grande partie des pièces
destinée à la construction d'une coque de voilier en aluminium, a été
validé par les deux premières constructions du modèle Patago 39.
Cependant, la réalisation d'une coque exige une méthodologie à respecter.
Après le travail d'architecte pour la conception des plans et la commande
de tout l'aluminium, la livraison des tôles et pièces prédécoupées annonce
le début de la construction proprement dite. Les lisses et profilés sont
livrés séparément.





Les pièces constituant chaque couple sont présentées à plat sur un "marbre" puis soudées entre elles.








Vient ensuite la réalisation d'un marbre support sur lequel seront
fixés tous les couples. Les couples sont alignés au laser avec une grande
précision dans les trois dimensions : en hauteur selon une ligne de foi,
en angle pour être parfaitement perpendiculaire à l'axe du bateau et en
profondeur selon l'axe avant/arrière de la coque.






Les couples sont montés, vient ensuite la mise en place des lisses qui s'encastrent parfaitement dans les encoches faites sur les membrures au jet d'eau. Les tôles de fond sont soudées puis ce sont les tôles de bordé qui sont présentées de chaque côté du plat de quille et soudées avant de passer aux suivantes. Toutes les soudures sont effectuées à l'intérieur et à l'extérieur. Le puits de quille est mis en place et soudé quand la coque est encore à l'envers.







La coque est retournée par un système de palans et de poulies. La
construction peut se poursuivre.
L'épontille, les réservoirs intégrés, le pont, le cockpit et l'aménagement de la jupe sont réalisés. Puis viennent ensuite tous les détails comme les balcons de pied de mat, les balcons avant et arrière, le portique, les rails de fargue, les supports de capots, le système de descente qui peut varier d'un bateau à l'autre, les différents supports barre à roue, rails d'écoute, winch...
L'épontille, les réservoirs intégrés, le pont, le cockpit et l'aménagement de la jupe sont réalisés. Puis viennent ensuite tous les détails comme les balcons de pied de mat, les balcons avant et arrière, le portique, les rails de fargue, les supports de capots, le système de descente qui peut varier d'un bateau à l'autre, les différents supports barre à roue, rails d'écoute, winch...
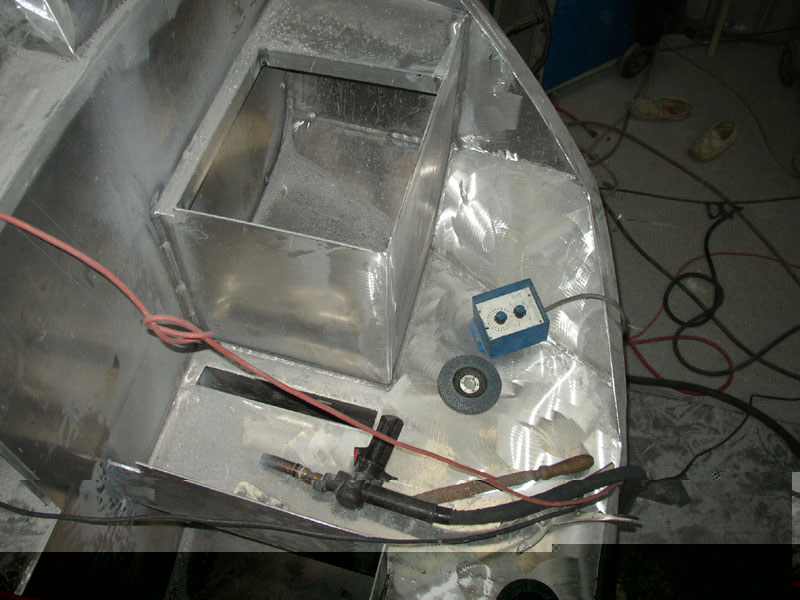
 L'épontille avec sa poulie de relevage de dérive L'épontille avec sa poulie de relevage de dérive intégrée. |
 Le puits de dérive est soudé Le puits de dérive est soudé alors que le bateau est à l'envers. |
 La dérive creuse est formée de tôles soudées sur une structure de renfort. |
 La dérive. La dérive. |
 Les axes sont installés sur la dérive. Les axes sont installés sur la dérive. |
 La dérive. |
 Les patins de friction. Les patins de friction. |
 La mise en place de la dérive. La mise en place de la dérive. |
 Préparation de la plaque anti-turbulence. |
 Contrôle des pièces. Contrôle des pièces. |
 Le V de dérive en place. Le V de dérive en place. |
 La plaque anti-turbulence en place. |
 Réalisation de chanfrein avant la soudure extérieure. Réalisation de chanfrein avant la soudure extérieure. |
 Les passavants et le pont. Les passavants et le pont. |
 Détail de cockpit. |
 Coffre central de jupe Coffre central de jupe |
 Coffre à gaz dans la jupe. Coffre à gaz dans la jupe. |
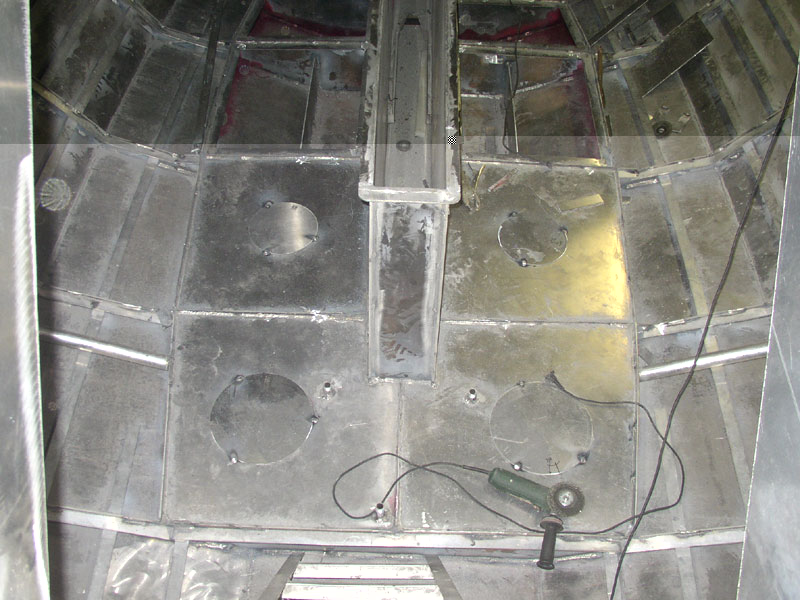 Bacs à plomb intégrés à la coque. |
 Support de winch dans le cockpit Support de winch dans le cockpit |